Centerless Grinding vs. CNC Machining: Which Delivers Better Tolerances?
In stainless steel machining, tolerance isn't just a technical detail, it's a defining factor in part performance, reliability, and cost. Whether you're producing pump shafts, aerospace components, or medical-grade parts, the ability to consistently hit dimensional targets determines your product's fitness for use.
Two of the most common methods for achieving close tolerances in stainless steel components are centerless grinding and CNC machining. Each has unique strengths and limitations when it comes to surface finish, throughput, part geometry, and cost-efficiency.
At Action Stainless, we work with both fabrication and machine shop clients who demand precision offering in-house grinding and cutting services that support projects from raw stock to near-net shape. This blog compares centerless grinding vs. CNC machining, and explains which method delivers better tolerances for stainless steel applications.
What Is Centerless Grinding?
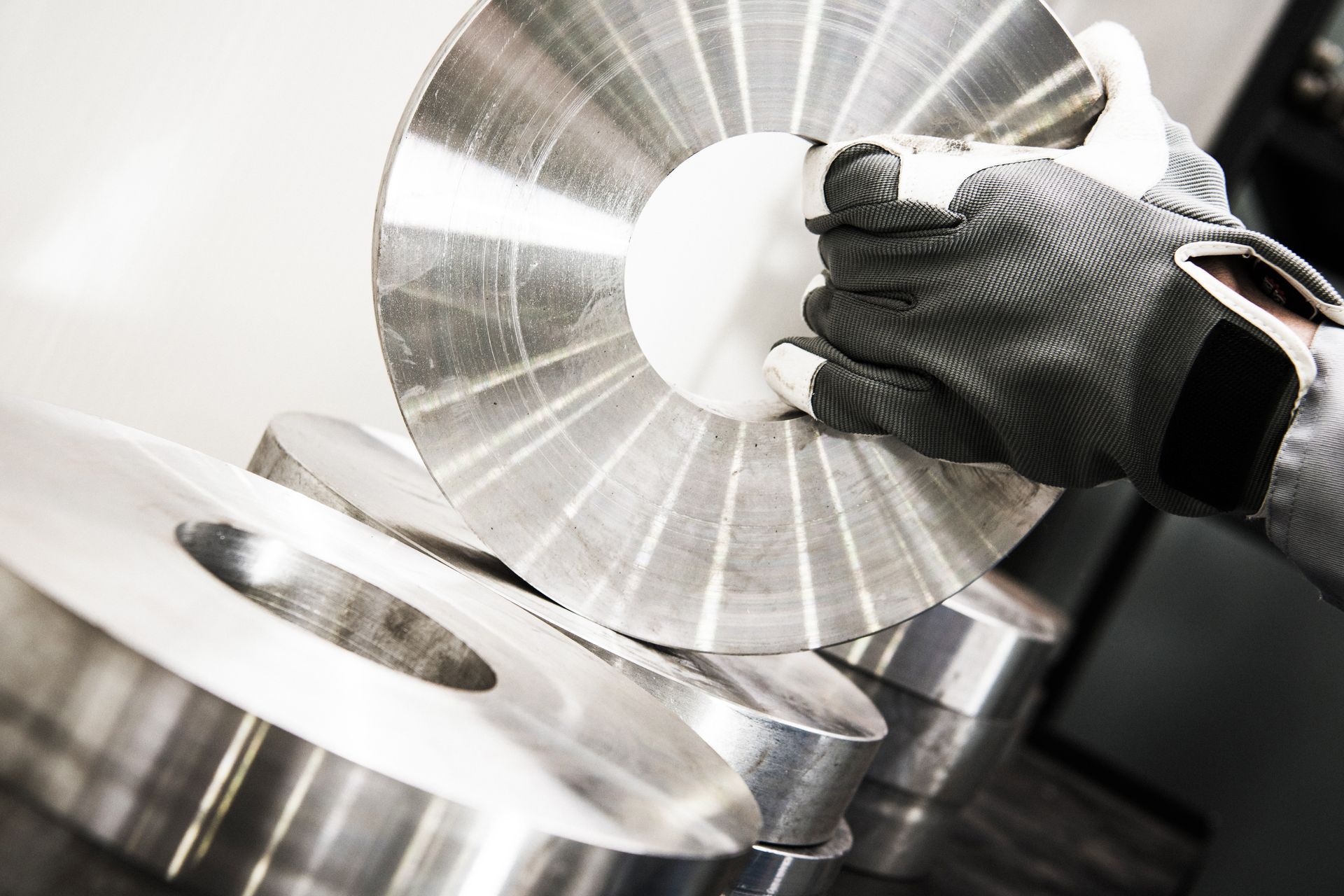
Centerless grinding is a finishing process that removes material from the outer diameter of cylindrical parts using two wheels: a grinding wheel and a regulating wheel. The part is supported between these wheels without the need for centers or chucks, hence the term “centerless.”
This method is particularly useful when producing long, slender parts like pump shafts, bars, pins, or tubing, where maintaining consistent OD and surface quality is critical.
The process is continuous, and the part is fed through the wheels at a steady rate, allowing
tight dimensional control over large batches with minimal variation.
What Is CNC Machining?
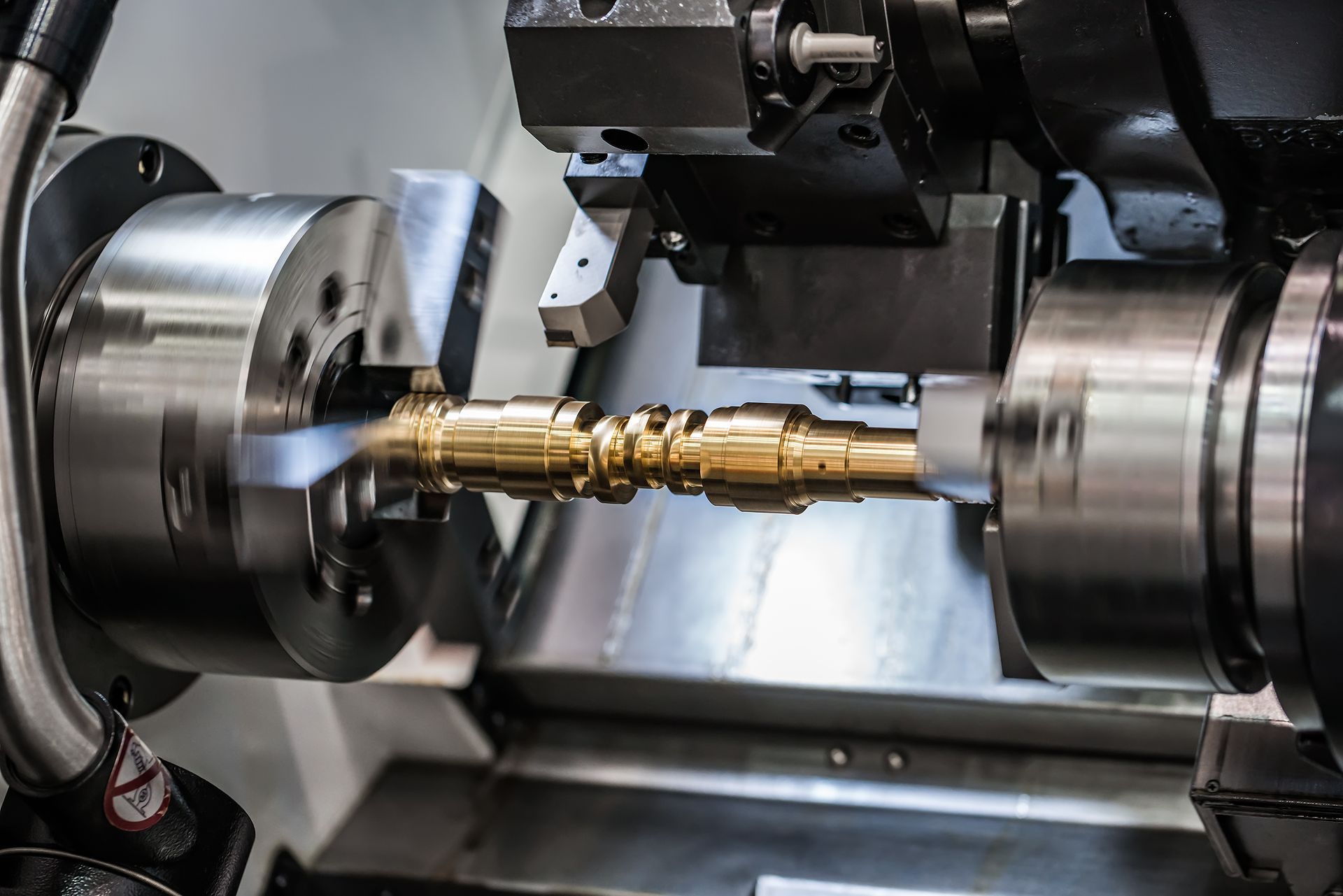
CNC machining involves computer-controlled equipment (usually mills or lathes) that cuts, drills, or shapes metal stock into finished components. CNC turning and milling are highly versatile, capable of working on nearly any geometry or material.
For round parts, CNC turning operations involve rotating the workpiece while a cutting tool removes material to achieve the desired dimensions. This method allows detailed features like threads, grooves, or internal bores to be machined with high accuracy.
CNC machining excels when complex shapes and internal features are required, and it is frequently used to create prototypes or low-volume precision parts.
Tolerance Capabilities: Centerless Grinding vs. CNC
Centerless grinding is widely considered the better choice for tight OD tolerances, especially on round stainless parts. Here’s how they compare:
Centerless Grinding Tolerances
- Capable of holding ±0.0001 to ±0.0002 inches in OD
- High repeatability on long runs
- Minimal taper or runout
- Excellent surface finish (Ra < 16 μin typical)
CNC Machining Tolerances
- General OD tolerances range from ±0.001 to ±0.0005 inches
- More variation depending on tool wear, setup, and part geometry
- Can include internal dimensions and threading
- Surface finish depends on cutting tools and passes
While
CNC machining is highly precise, centerless grinding achieves
superior repeatability
and surface finish for round stock, especially over longer lengths or high-volume production.
Which Process Is Best for Stainless Steel?
Stainless steel grades like 303, 304, 316, and 17-4 PH all respond well to both centerless grinding and CNC machining, but the best method depends on your specific application:
- Use Centerless Grinding when the part is round, OD-focused, and needs to be held to extremely tight tolerances across the full length.
- Use CNC Machining when the part requires multiple features, varying diameters, or detailed operations (such as drilled holes or tapped threads).
Stainless steel is known for work hardening and toughness. The
abrasive approach of grinding is ideal for hardened or heat-treated stainless materials, while CNC can struggle with tool wear and chatter unless proper parameters and tooling are used.
Throughput & Production Considerations
Another key factor when choosing between CNC and centerless grinding is throughput.
Centerless grinding is a high-speed, high-volume process. Once set up, it can continuously feed parts through the machine, making it ideal for bulk orders or long bars. Setup time is offset by long runs.
CNC machining is
slower per part, especially for intricate features or low-volume runs. However, its
flexibility
and digital repeatability make it the go-to for
custom components or multi-feature parts.
Surface Finish Differences
If your application demands smooth, polished surfaces, centerless grinding is the better choice. With fine-grit wheels and optimal feed rates, centerless machines can deliver surface finishes as low as 8 Ra, depending on the material and wheel setup.
CNC machining can achieve finishes of 32–64 Ra using standard tooling, though better results are possible with secondary polishing or multi-pass setups. However, this adds time and cost.
At
Action Stainless, we help machine shops meet finish requirements by combining
grinding, polishing, and brushing services
all performed in-house.
Cost Considerations: Upfront vs. Long-Term
From a cost perspective:
- Centerless grinding has higher setup costs due to the wheel configuration, but lower cost-per-part for long runs.
- CNC machining has lower setup costs and higher flexibility, but higher unit cost, especially for parts requiring multiple operations.
When tight OD tolerances and surface finish are critical,
centerless grinding reduces secondary finishing steps, which can lower total fabrication cost.
Action Stainless: Grinding and CNC Prep Support
Whether you're running your own CNC operation or sourcing ground bars for a fabrication line, Action Stainless offers in-house value-added services that support both workflows.
We supply:
- Ground stainless bar stock to exact tolerances for machine shops and OEMs
- Saw cutting and bar saw prep for CNC-ready blanks
- Polishing and brushing for final finish requirements
- Material certification and traceability for aerospace and regulated industries
We understand what it takes to reduce downstream operations and meet demanding specifications, especially in industries like aerospace, food equipment, marine, and pump/valve manufacturing.
All services are done in-house, never outsourced
ensuring speed, consistency, and accountability.
So, Which One Delivers Better Tolerances?
If your goal is consistent roundness, excellent finish, and high-volume repeatability centerless grinding wins. It's built for it.
But if you need complex features, internal dimensions, and flexibility in part geometry, CNC machining remains irreplaceable.
For many projects, the answer isn’t either/or, it’s both. We often provide customers with ground bar stock that feeds directly into their CNC operations, ensuring their finished components start with the right material conditions.
Let’s Solve Your Tolerance Challenge
Need a partner that understands both sides of the precision equation? Whether you’re a job shop machining critical features or a fabricator building structural components, Action Stainless helps you bridge the gap between raw stock and precision finish.
Our grinding and prep services are designed to fit your process and your tolerances.
FAQ: Centerless Grinding vs. CNC
Which process holds tighter tolerances?
Centerless grinding usually offers tighter OD tolerances (±0.0002") than CNC turning.
What stainless grades can be ground centerlessly?
Common grades include 303, 304, 316, 17-4 PH, and other bar-stock-ready alloys.
Can Action Stainless deliver ground bars ready for CNC?
Yes. We cut and grind bars to your spec so you can load directly into your machines.
Is grinding better for finish?
Yes. Centerless grinding produces smoother finishes than typical CNC operations.
Do you outsource machining or grinding?
No. All value-added processing is done in-house at Action Stainless facilities.